Замена или установка водопроводных труб с нуля — процесс ответственный, поэтому материал должен подбираться очень тщательно. Он должен быть долговечным, стойким к коррозии, удобным в работе. Лучше всего, на сегодняшний день, для этой цели подходят полипропиленовые трубы. Среди преимуществ материала – срок службы более 50 лет, простота монтажа, относительная дешевизна материала и многие другие плюсы. Установка новой разводки отопления или водоснабжения проходит при помощи технологии пайки, она же сварка пвх труб. Сварка полипропиленовых труб своими руками — простейший процесс, с которым, после небольшой подготовки, сможет справиться любой хозяин. Ниже, рассмотрим, что собой представляет технология сварки полипропиленовых труб, ее нюансы.
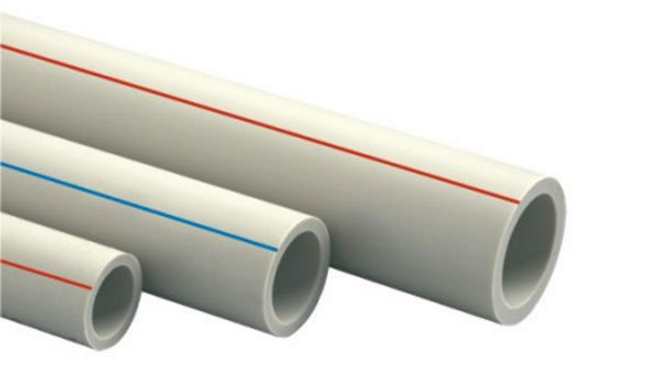
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Необходимое оборудование и инструменты
Для сварки полипропиленовых труб понадобится определенный набор оборудования, это:
- Сам аппарат для сварки;
- Набор нагревательных насадок различного диаметра;
- Прибор для резки;
- Шейвер – устройство, удаляющее армирующий слой (необходимо при работе с маркировкой PN25);
- Фаскосниматель – прибор, необходимый для выравнивания торцов среза (необходим если пластиковые изделия отрезаются ножовкой или подходящим инструментом, не дающим идеально плоский торец среза).

Необходимые инструменты для сварки ПП
Технология сварки враструб — пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.

Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Учтите, что некоторые производители советуют использовать шейвер и для обычных из-за возможной эллипсности материала в срезе.

Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.

Насадки для сварки
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.

Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик. Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Важно! Установку на прогрев и снятие следует проводить надавливая на деталь строго перпендикулярно нагревательному элементу. Давление под углом или снятие деталей с их уводом под определенный угол – запрещено.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.

Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения — параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.

При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании.
Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Обратите внимание! Для сварки полипропиленовых труб большого диаметра 40 – 50 мм, ручные способы не подходят и необходимо использование специального центровщика.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок. Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание.
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
Строится ли новое индивидуальное жилье или планируется капитальная модернизация инженерных коммуникаций в старом доме или квартире – в любом случае, подавляющее большинство хозяев в наше предпочитает отказаться от использования стальных труб. Им на смену приходят легкие, удобные в монтаже, эстетичные внешне пластиковые. При сборке водопроводных систем или контуров отопления не требуется сложных операций по сварке металла или нарезки резьбовых соединений, поэтому монтажные работы становятся доступными любому среднестатистическому хозяину жилья – а это существенная экономия, так как работа мастера стоит недешево. Да и сам материал – значительно дешевле, чем стальной аналог.
Из всего разнообразия полимерных труб одну из передовых позиций по популярности завоевывает полипропилен. Невысокая стоимость труб и комплектующих, широкий ассортимент разнообразных соединительных и запорных элементов – все это позволяет без чрезмерных затрат и достаточно быстро смонтировать системы практически любого уровня сложности. Однако, есть одно «НО» - для этого потребуется специальное оборудование. Пугаться этого не надо – специальный аппарат не столь дорог, а обучиться работе с ним можно очень быстро. Итак, аппарат для сварки полипропиленовых труб какой выбрать, чтобы заиметь надежного помощника, но вместе с тем – и не переплачивать лишнего? Попробуем разобраться в данной публикации.
Чтобы работа по сварке полипропиленовых труб выполнялась качественно, мастеру необходимо четко представлять, какие происходящие при этом процессы обеспечивают надежное, герметичное соединение деталей.
Полипропилен –термопластичный полимер. При нагреве до определенной температуры начинается его размягчение и плавление, переход в жидкую фазу, но при остывании материал вновь приобретает твердость, не теряя при этом своих физико-химических качеств и механической прочности. Значит, если две детали, изготовленные из полипропилена, нагреть в месте соединения до уровня размягчения, но не допуская при этом деформации самого элемента, а затем с определенным усилием совместить, то произойдет взаимопроникновение расплавленных слоев. Ну а после обратной полимеризации получится сопряжение, отличающееся практически полной монолитностью – если посмотреть на разрез качественно выполненного узла соединения, то границу между двумя деталями, скорее всего, визуально даже не удастся определить.
Итак, для сварки полипропиленовых деталей необходимо обеспечить два условия – разогрев до стадии оплавления мест соединения и обеспечение их сжатия для взаимопроникновения пластика и окончательной полимеризации. Это обеспечивается двумя основными технологическими способами.
Стыковая сварка
Эта технология используется для соединения труб одинакового типа, равного диаметра. Чрезвычайно важные условия – обеспечение строгой соосности стыкуемых деталей и тщательная подготовка торцов для идеального изначального прилегания поверхностей.
Затем производится одновременный нагрев обеих торцов сопрягаемых труб, для достижения расплавления на необходимую глубину по всей площади поперечного сечения.
Далее, следует стадия сжатия сопрягаемых деталей – это обеспечивается приложением механического усилия, со встречными векторами, направленными строго по оси трубы. В результате в местах расплавления полипропилена происходит эффект диффузии – взаимного проникновения полимера (поз. 2). Затем следует необходимая технологическая пауза, для обеспечения полной полимеризации и получения монолитного соединения (поз. 3)
Технология кажется достаточно простой, но на деле это не совсем так. Как отмечалось, к качеству обработки торцов труб, к их строго соосному расположению, к величине прилагаемого усилия предъявляются особые требования. Без специального оборудования добиться этого практически невозможно, а стоимость подобных сварочных установок – очень высока. Поэтому такой тип сварки полипропилена в бытовых условиях, как правило, не применяется – он востребован больше в профессиональной среде при прокладке магистральных коммуникаций.
Муфтовая сварка
А вот это – именно та технология, которая доступна для использования в любых условиях. Требования к тщательной центровке сопрягаемых деталей и обеспечению необходимого сжимающего усилия – никуда не деваются, но их выполнение достигается уже совсем другим путем – за счет тщательно продуманных размеров трубы и муфты.
Наружный диаметр трубы (Dнт ) всегда несколько больше, чем внутренний диаметр муфты (Dвм ), то есть в обычном состоянии соединение попросту невозможно.
Для обеспечения соединения производится одновременный нагрев внешней поверхности трубы и внутренней поверхности муфты. При этом длина прогреваемых участков относительно края деталей – приблизительно равна.
После прогрева достаточно приложить усилие рук, чтобы труба вошла в муфту на глубину провара. Ошибиться с обеспечением соосности соединения в данном случае трудно (хотя определенный контроль все же нужен). Диметры деталей таковы, что само по себе обеспечивается необходимое усилие сжатия в зоне сопряжения – достаточно только удерживать детали в заданном положения до взаимопроникновения и полимеризации материала.
На примере показана муфта, хотя на практике это может быть фитинг, переходник, кран, тройник и другие фасонные детали – принцип от этого не меняется, так как все они снабжены точно такой же муфтовым соединительным участком.
Разновидностью муфтового является раструбное соединение. Разница лишь в том, что участки труб соединяются без муфт – для этого на одном конце предусмотрен раструб. В остальном же принцип остается тем же.
Устройство аппаратов для сварки полипропиленовых труб
Аппараты для стыковой сварки
Как уже говорилось, стыковая сварка полипропилена в условиях частного строительства или ремонта применяется очень редко. Тем не менее, принципиальное устройство аппарата заслуживает хотя бы поверхностного рассмотрения.
Обычно такой аппарат больше похож на станок, механизм которого собран на станине с направляющими, по которым перемещаются блоки с хомутами-зажимами для двух труб, обеспечивающими точную соосную фиксацию труб. Чаще всего такие хомутные фиксаторы комплектуются вкладышами-сегментами, рассчитанными на различные диаметры труб.
В комплект входит электромеханический торцеватель – двухсторонний дисковый нож, одновременно доводящий торцы труб до идеального состояния. Торцевать может быть съемным, в виде отдельного блока, или же откидным, на шарнирном соединении.
После стадии зачистки торцевать убирается, и на его место между двумя трубами устанавливается плоский круглый нагревательный элемент, который обеспечивает прогрев и начало плавления материала. Нагреватель тоже может быть полностью съемным или откидным шарнирным.
Следующим шагом идет фаза сжатия – нагреватель убирается (откидывается), а подвижные блоки с зажатыми трубами перемещаются навстречу друг другу. Необходимое усилие может обеспечиваться гидравликой или механической передачей – червячной, винтовой, рычажной и т.п.
Такие аппараты – различны по размерам и по типу силового привода, могут быть универсальными или же рассчитанными на определенный диапазон диаметров труб. Общая черта у них – высокая стоимость, что делает их применение в бытовых условиях совершенно нерентабельным. Да в этом и нет никакой необходимости – для монтажа любых напорных и безнапорных трубопроводов в доме или квартире вполне достаточно муфтовой сварки, тем более, что для коротких отрезков именно она является оптимальным решением, а качество соединений получается даже более высоким.
Аппараты для муфтовой ручной сварки
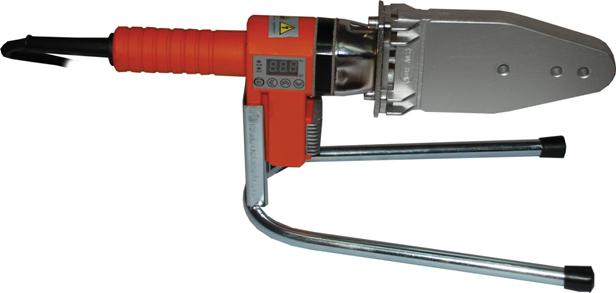
А вот это – именно то оборудование, которое пригодится домашнему мастеру при создании или реконструкции домашней водопроводной или отопительной системы. Механического привода, как уже отмечалось, не требуется – достаточно мышечных усилий человека. Поэтому и конструкция самого аппарата чрезвычайно проста.
У любого аппарата имеется рукоятка (поз. 1), чтобы была возможность проводить сварочные работы на весу, в труднодоступных местах. Из рукоятки, как правило, выходит кабель (поз. 2) для подключения к электросети питания 220 В.
На корпусе аппарата (поз. 3) размещены органы контроля и управления. Это индикаторы нагрева (поз. 4) и регулятор-термостат (поз. 5), позволяющий выставить необходимую температуру нагрева (при сварке полипропиленовых труб малого и среднего диаметра обычно выставляется нагрев +260 °С). Красный индикатор говорит о работе нагревательного элемента, зеленый – о достижении требуемой температуры и готовности к работе. Некоторые современные модели сварочных аппаратов могут быть оснащены и цифровой индикацией режима работы.
Основная рабочая часть прибора – это, собственно, сам нагреватель (поз. 6). На большинстве моделей он выполнен в виде толстой пластины мечевидной формы, хотя могут быть и иные вариации – об этом будет сказано ниже. Внутри нагревателя размещены электрические спирали, обеспечивающие быстрый резистивный нагрев его поверхности.
На поверхности нагревателя имеется несколько сквозных отверстий – каждое из них необходимо для установки перед началом работы пары нагревательных элементов (поз. 7) – муфты и дорна, рассчитанных на один диаметр трубы. Муфта необходима для прогрева внешней поверхности трубы, дорн – для внутренней поверхности соединительного элемента (фитинга, муфты, переходника и т.п.) Эти элементы скрепляются парно с двух сторон нагревателя с помощью винтового соединения с головкой под внутренний шестигранник. На нагревательном элементе, в зависимости от модели аппарата, обычно предусматривается возможность установки сразу нескольких (двух-трех) пар муфт и дорнов, чтобы в процессе работы не отвлекаться на переустановку при переходе на другой диаметр трубы.
В комплекте ко всем практически аппаратам идет приспособления для его установки на полу или на верстаке (поз. 8).. Это может быть платформа или подставка той или иной конструкции, но с обязательной возможности быстрого и простого снятия прибора в случае необходимости и обратной его установки.
Пары муфты-дорны обычно идут в комплекте, но могут приобретаться и самостоятельно, например в случае утери или необходимости замены из-за износа. Как правило, для домашних водопроводных систем и контуров отопления вполне достаточно диапазона от 16 до 50, реже – до 63 мм.
Выше была представлена наиболее распространенная конструкция аппарата. Однако, могут быть и определенные разновидности.
Существуют аппараты, рассчитанные на большой диаметр свариваемых труб. Они отличаются повышенной мощностью нагревательного элемента и его особой формой, позволяющей устанавливать соответствующие крупные муфты и дорны.
Мечевидная форма нагревательной пластины также не является обязательным условием. Выпускаются аппараты с укороченным нагревателем, рассчитанным на две пары насадок, расположенных одна над другой. С таким прибором бывает намного удобнее оперировать в труднодоступных местах.
В последнее время стремительно стали зарабатывать популярность оригинальные модели аппаратов с цилиндрическим стержневидным нагревательным элементом. Для них, правда, используются несколько иные по конфигурации и способу фиксации муфты и дорны – они «обхватывают» цилиндр нагревателя по подобию хомута, располагаясь при этом диаметрально противоположно.
Установка муфты и дорна в данном варианте никак не привязана к каким-то заданным отверстиями положениям – мастер волен расположить их в любой области стержня, сместив к самому краю или, наоборот, в рукоятке, расположив одновременно несколько пар и т.п. Кроме того, можно задавать определенный разворот относительно горизонтальной плоскости — это бывает иногда полезно при сваривании особо сложных узлов непосредственно по месту установки. Кстати, аппараты такой разновидности могут иметь и боковое расположение нагревательного цилиндра – некоторым мастерам в определенных условиях бывает удобнее работать именно таким инструментом.
Подобные аппараты принято относить к профессиональному классу, но они все чаще стали появляться и в арсенале домашних мастеров.
Видео: презентация сварочного аппарата для полипропиленовых труб «Dytron SP-4a»
О приемах ведения сварочных работ в данной публикации рассказываться не будет. Во-первых, об этом уже было упомянуто в начале, при рассмотрении основных принципов сварки полипропилена, а во-вторых - этой теме посвящена специальная статья.
А в данной публикации лучше сразу перейти к вопросу, как правильно подобрать нужный аппарат, какие критерии оценивать при покупке.
Критерии выбора аппарата для ручной муфтовой сварки полипропиленовых труб
Прежде всего, нужно правильно определить круг задач, которые будут решаться с помощью приобретаемого прибора. Если аппарат необходим для разовых работ по дому с полипропиленовыми трубами небольшого диаметра или для проведения модернизации имеющихся инженерных сетей в доме или квартире, то нет никакого смысла выбирать дорогостоящее оборудование. С такими проблемами вполне справится качественный недорогой прибор средней мощности. Главное, чтобы хозяину было удобно с ним работать. Ну а в случае планирующегося регулярного пользования, интенсивной нагрузки – есть смысл присмотреть аппарат посерьёзней.
- Мощность сварочного аппарата. Обычно для бытовых нужд приобретают приборы с мощностью, не превышающей 1 кВт. Следует правильно понимать, что любой сварочный аппарат нагревается до нужной температуры плавления полипропилена, и показатель мощности ни в коем случае не влияет на качество соединений труб. Просто более мощный прибор приводится в состояние готовности от момента включения несколько быстрее. Кроме того, после отдачи определенного количества тепла на прогрев соединяемых деталей любому аппарату требуется определённое время на восполнение этой «потери». Понятно, что у более мощного оборудования такой интервал будет короче. Но это заметно, скорее, при «конвейерном» профессиональном монтаже, а в условиях домашнего пользования, когда сварка любого стыка предваряется разметкой и примеркой, разница вряд ли будет ощутима.
Более высокие показатели мощности потребуются и при монтаже труб большого диаметра – от 75 мм и выше. На практике в условиях дома или квартиры с такими деталями сталкиваться не приходится.
- Напрямую с мощностью обычно связан и следующий параметр – максимально допустимый диаметр свариваемых труб. Можно особо не повторяться – большинство домашних мастеров оперируют тремя размерами – 20, 25 и 32 мм, ну а сами аппараты средней мощности, как правило, способны обеспечить сварку деталей до 63 мм.
- Соответственно этому параметру обычно идет и комплектование прибора муфтами и дорнами. Впрочем, нередко приборы бытового класса имеют в комплекте всего три пары нагревательных насадок- от 20 до 32 мм, и этого бывает вполне достаточно.
Кстати, при выборе инструмента на качество такой оснастки следует обратить особое внимание. Добросовестные производители сопровождают свое оборудование муфтами и дорнами с тефлоновым напылением (может в паспорте быть обозначено аббревиатурой PTFE). Это антипригарное покрытие предотвращает налипание расплавленного пластика на раскалённые элементы, чем существенно упрощает и убыстряет работу.
Температура нагрева и терморегулятор, другие органы управления. Практически все сварочные аппараты для полипропилена обеспечивают нагрев в диапазоне от 50 до 300 °С. Чаще всего приходится работать на установке 260 °С. Обозначения на шкале терморегулятора должны быть понятны и разборчивы, положение маховика – хорошо фиксироваться, без разболтанности, чтобы случайным лёгким прикосновением не сбить заданную температуру.
Некоторые модели оснащены цифровой индикаций температуры нагрева. Необходимость такой опции при домашнем использовании аппарата – весьма сомнительна, а стоимость вырастает очень существенно. Вполне достаточно двух индикаторов, о которых уже упоминалось выше.
Аппарат может быть оснащен клавишей общего включения – это удобнее, чем запуск просто от включения в розетку. Кроме того, на приборах профессионального класса может быть предусмотрено две ступени мощности нагрева – есть возможность переключения в зависимости от интенсивности выполняемых работ.
На качественных аппаратах предусматривается аварийная система отключения от сети при угрозе перегрева.
- Обязательно оценивается удобство пользования инструментом. Ручка аппарата должна хорошо «лежать в руке», иметь противоскользящее покрытие, не нагреваться при работе.
Обращается внимание на конструкцию и надежность подставки. Слишком легкие треноги или дуги иногда бывают неудобны с той точки зрения, что проскальзывают на ровной поверхности стола или пола – в этом плане надежнее подставка, выполненная по типу платформы. Если основной объем работ предполагается проводить в мастерской, на верстаке, наверное лучшим выбором станет прибор с подставкой, имеющей зажимное устройство для фиксации на краю рабочей поверхности – так будет достигнута максимальная устойчивость аппарата.
Комплектация аппарата. Чаще всего имеет смысл приобретать прибор, идущий в комплекте со всем необходимым дополнительным инструментом и принадлежностями. Обычно все упаковывается в компактный металлический кейс, то есть у хозяина инструмента все будет под рукой при проведении монтажных работ.
На иллюстрации показан хорошо укомплектованный сварочный аппарат:
Имеет смысл приобретать аппарат с расширенной комплектацией — выходит дешевле
Помимо самого прибора с ним в комплекте идут подставка, муфты и дорны шести различных диаметров, винты, отвёртка и ключ-шестигранник для установки оснастки, специальные ножницы для резки полипропиленовых труб, рулетка (может быть еще и небольшой пузырьковый уровень для точной разметки и выставления труб по месту монтажа), рабочие рукавицы, чтобы уберечься от случайных ожогов.
Все это, конечно, можно приобрести и по отдельности, но чаще всего качественный комплект обойдется даже дешевле, чем покупка необходимых принадлежностей «россыпью».
Производители сварочных аппаратов доя полипропиленовых труб, краткий обзор моделей.
При выборе любого оборудования одним из определяющих критериев является репутация компании –производителя. И хотя аппараты для ручной сварки полипропиленовых труб нельзя назвать слишком сложными и высокотехнологичными приборами, в этой области тоже есть определенные авторитеты.
Так, «законодателями мод» в производстве подобного оборудования считаются «Rothenberger», «Valfex», «Dytron», «BRIMA», «Gerat», «KERN». Не менее надежны и востребованы аппараты «Elitech», «Sturm», «Калибр», «Энкор», «PATRIOT», «Энергомаш», «DeFort». Главное, чтобы приобретаемое оборудование было действительно оригинальным, а не подделкой, и сопровождалось заводской гарантией изготовителя.
В завершение, традиционно, небольшой обзор популярных моделей и среднего уровня цен на них.
| Наименование модели, иллюстрация | Краткое описание модели | Средний уровень цен, руб. (апрель 2016 .г) |
|---|---|---|
| «BRIMA TG-171», Германия - Китай | Мощность 750 Вт, диаметр сварки – до 63 мм, электромеханический термостат, температура нагрева – до 300 °С. Время разогрева – не более 15 мин. В комплекте – шесть пар насадок от 20 до 63 мм. | 3900 |
| Аппарат с цилиндрическим нагревательным элементом. Мощность – 1000 Вт. Диаметр сварки – от 16 до 32 мм. Набор насадок (4 диаметра) с тефлоновым покрытием – в комплекте поставки. Эргономичная форма корпуса и ручки, позволяющая проводить работы в труднодоступных местах. Электромеханический термостат. | 2700 | |
| «Sturm TW7219», Германия - Китай | Модель повышенной мощности – 1900 Вт, с возможностью включения полной и половинной мощности (оного или двух нагревательных элементов). Шесть пар насадок с тефлоновым покрытием. Максимальный диаметр сварки - 62 мм. Время нагрева – порядка 12 мин. Расширенная комплектация поставки, не требующая приобретения дополнительных аксессуаров. | 3300 |
| «Dytron Polys P-1a», Чехия | Высококачественный аппарат профессионального класса. Мощность – 650 Вт. Цилиндрический нагреватель с капиллярным термостатом высокой точности. Диаметр сварки – до 32 мм. Патентованные насадки колодочного типа на 3 диаметра, покрыты высококачественным синим тефлоном. Шесть положений температуры. Автоматическая защита от перегрева. Масса – всего 1,3 кг, что облегчает работу в труднодоступных местах. | 11200 в минимальной комплектации – прибор, подставка и три насадки. |
| «Rothenberger ROWELD P 40T», Германия | Мощность – 650 Вт. Максимальный диаметр сварки – 40 мм. Мечевидный нагреватель с возможностью установки двух пар муфта-дорн. В комплекте – 4 пары насадок от 20 до 40 мм, высококачественное тефлоновое покрытие. Особенности этого прибора – встроенный термостат расчитан именно на полипропиленовые трубы и запрограммирован на высокоточное поддержание стабильной температуры 260 °С. Масса прибора – 2,8 кг. | 14500 |
| «KERN Welder R63E», Германия | Модель профессионального класса. Относительно невысокая мощность, 800 Вт, и вместе с тем – возможность сварки труб диаметром до 63 мм. Шесть пар насадок с тефлоновым покрытием в комплекте поставки. Высокоточная электронная установка заданной температуры с микропроцессорным контроллером, цифровой дисплей. | 13500 |
В завершение – видеосюжет о еще одном сварочном аппарате для полипропиленовых труб
Видео: аппарат для сварки полипропиленовых труб «CANDAN CM 03»
Сегодня во всех сферах строительства активно используются пластиковые трубы, которые не только существенно надежней металлических, но и проще в обращении. Лидером среди всех разновидностей таких труб являются полипропиленовые, отличающиеся своей повышенной прочностью и улучшенными теплофизическими свойствами. Их монтаж осуществляется пайкой (также часто этот процесс называют «сварка») с помощью узкоспециализированного оборудования – сварочного аппарата для полипропиленовых труб. Как и какой его выбрать – будем разбираться в этой статье.
Сварочный аппарат или, как его ещё называют в обиходе, паяльник или утюг для труб из полипропилена – это профессиональный инструмент, включающий в себя двусторонний паяльник, который позволяет освоить сложный процесс сварки даже начинающему пользователю и многократно упростить сборку системы водоснабжения из полипропилена.
Перед покупкой такого устройства нужно обращать внимание не только на ценовую политику, но и на репутацию компании, занимающейся производством товара. Это поможет приобрести действительно полезный и качественный инструмент.
Как работает такой аппарат?
Хороший и качественный утюг для сварки труб позволяет использовать его оперативно и легко. Обладатель инструмента не ощущает дискомфорта при пользовании и устройство не подводит в самый неподходящий момент.
Конструкция аппарата достаточно простая. Ключевыми являются три детали — плита или нагревательный элемент, рукоять и базовый, основной корпус.
Весь процесс работы при помощи утюга для пайки полипропиленовых труб происходит по диффузной технологии и включает три основных этапа:
- Аппарат разогревает шов, по которому впоследствии должна проходить сварка;
- Затем края труб прикладываются к утюгу;
- Разогретые до нужной температуры концы соединений соединяются, температура начинает постепенно уменьшаться. И уже через некоторое время у нас в наличии есть отличный герметичный шов, который обладает достаточной пластичностью и прочностью.
Для обработки труб используются различные виды аппаратов для пайки полипропиленовых труб, каждый из которых имеет свои индивидуальные особенности использования и специфические дополнительные приспособления. Как сориентироваться в разнообразии моделей и не прогадать?
Разновидности аппаратов для сварки труб и их особенности
Существуют 2 основные типа аппаратов, которые наиболее часто используются в ремонтно-строительных работах:
- Ручной. Этот рабочий инструмент, имеющий скромные размеры, что позволяет работать с ним даже без особых профессиональных навыков. Подобный сварочный утюг для полипропилена способен выполнять отличные герметичные швы, если диаметр имеющегося трубопровода не будет превышать 50 мм. Поэтому для работ с большими трубами такой инструмент не подходит, что необходимо учитывать при покупке. Среди положительных сторон ручных аппаратов стоит отметить их долговечность и неприхотливость в уходе.
- Механический. Устройства более высокого уровня. Механические модели в отличие от ручных аппаратов позволяют работать и с полипропиленовыми трубами больших диаметров, выполняя качественные и долговечные герметичные швы. Отдельные профессиональные модели позволяют осуществлять монтаж труб диаметром до 2 м. Этот тип инструмента отличаются своей универсальностью, так как он может работать не только с полипропиленом, но и с другими пластиками и даже металлом. Главный его недостаток — необходимость обладания профессиональными навыками работы, так как в управлении инструмент достаточно сложен.

Перед тем как выбрать аппарат для сварки пластиковых труб необходимо определиться с тем, для каких нужд вы будете его использовать. Так, если вам необходим инструмент для домашнего пользования, то вам не нужно предъявлять к аппарату высоких требований и характеристик. Достаточно будет остановиться на товаре среднего класса, который удовлетворит по цене и не будет слишком громоздким.
На что обращать внимание при выборе?
Аппарат для пайки труб должен выбираться с особым подходом. В первую очередь необходимо обращать внимание на следующие критерии:
- Тип устройства. Инструмент должен выбираться в соответствии с нуждами покупателя. Если вы являетесь профессиональным мастером, который зарабатывает при помощи сварки труб и сборки систем водоснабжения, то вам необходимо сосредоточить свое внимание на механическом комплекте сварочного оборудования для полипропиленовых труб. Ручные агрегаты, напротив, более просты в обращении, компактны и имеют практически ту же работоспособность, что и механика. Они хорошо подходят для дома по соотношению возможностей и простоты использования.
- Наличие тефлонового покрытия. Эта опция должна обеспечивать эффективную защиту рабочих поверхностей устройства, не позволяя пластику прилипать и оставаться на них.
- Страна-производитель и репутация производителя – это один из главных ориентиров, благодаря которому можно выбрать по-настоящему стоящий и качественный инструмент. Перед покупкой лучше всего будет ознакомиться с отзывами и обзорами на конкретный товар и его изготовителя.
- Мощность инструмента должна быть достаточной, чтобы справляться с трубами заданного сечения. Оптимально для спайки полипропиленовых труб использовать аппарат средней мощности. Минимальная мощность для труб от 20-75мм – порядка 850 Вт.
- Количество насадок и приспособлений указывает на универсальность модели и её способность выполнять ряд манипуляций с трубами во время работы. Необходимо обращать внимание на фактическую полезность насадок, так как достаточно часто производитель оснащает инструмент бесполезными дополнениями, накручивая таким образом стоимость товара. Наиболее распространённые дополнения для сварочных аппаратов для полипропилена – это трубные адаптеры для пайки труб различных диаметров.
- Общее качество сборки изделия и применённых материалов
Перед приобретением утюга для сварки труб следует ознакомиться с инструкцией, которая в обязательном порядке должна идти в коробке с изделием. Там наверняка будут указана все интересующие вас сведения — страна-производитель, мощность инструмента и полная комплектация.
Перед первым применением нового утюга для пайки на реальных трубах всегда рекомендуется сначала попробовать его в работе на каких-либо излишках труб или лишних соединительных элементах. Все аппараты немного отличаются в работе, поэтому такое предварительное тестирование позволит вам приноровиться к индивидуальным особенностям аппарата и понять оптимальную температуру и время выдержки при пайке.
Правила выбора аппарата для пайки труб
Как выбрать такой аппарат, чтобы он был не слишком дорогостоящий и при этом полностью устраивал вас? Советы знакомых и даже консультанта вряд ли вам помогут, так как тут необходима осведомленность и избирательность. Основные характеристики, на которые следует опираться при выборе:
- Температура. Хороший и профессиональный прибор всегда выдерживает устойчивый температурный режим, что обеспечивает комфортную работу с материалами и их быструю спайку.
- Скорость работы — зависит напрямую от мощности. Так, для работы с трубами диаметром более 100 мм. понадобится аппарат мощностью от 1,5 до 2 кВт. Если же работы предполагается проводить со стандартным бытовым диаметров труб, то не следует приобретать агрегат мощностью более 850 Вт.
- Оборудование для полипропиленовых изделий — комплектация, которая должна несколько основных насадок и инструменты первой важности(резак, рулетка). Зачастую набор приобретается отдельно, но более дорогостоящие модели включают в себя и комплект с примочками.
ТОПовые производители паяльных аппаратов, модели и цены на них
Топовыми и наиболее популярными производителями, выпускающими качественные утюги для пайки полипропиленовых труб, являются Candan, Sturm, Dytron, Valtec. Каждый из них зарекомендовал себя с хорошей стороны и продемонстрировал себя в работе с полипропиленом и пластиком.

Candan
— популярный турецкий производитель, специализирующийся на выпуске профессиональных агрегатов.
Наиболее популярная модель — СМ-01
— имеет мощность 1,5 кВт, обладает “мечевидной” формой и позволяет использовать одновременно до трех насадок, имеющихся в комплекте. Также в комплектации имеются ножницы для труб, уровень для установки, рулетка. Цены на такой инструмент начинаются примерно от 4000 рублей.

Sturm
– отечественный производитель, выпускающий сварочное оборудование высокого класса, поставляемое в ряд европейских стран. Также его продукция известна под брендом Энергомаш.
Модель СТ-72170
— имеет отличный и мощный цилиндрический нагреватель и общую мощность более 1,8КВТ. Дополнительно в комплект идут 4 насадки и шестигранный ключ. Цена на инструмент обычно не превышает 3500 рублей.

Dytron
— чешский поставщик относительно не дорогого и качественного оборудования для сварки.
Polys P-4
— ручная усовершенствованная модель, имеющая мощность в 850 Вт. В комплекте идут специальные ножницы, 3 дополнительные насадки и зажим. Подходит для домашних дел и работы на небольших предприятиях. Цена на модель полностью оправдывает её качество — стоимость от 10000 до 15000 рублей.

Valtec
— российско-итальянская компания, один из ведущих производителей разнообразного водотехнического оборудования и инструмента.
Серия VTp.799
– одна из наиболее популярных серий изделий компании, обладающая мощностью от 1,5 кВт. Является относительно недорогой моделью, которая имеет стандартную форму — мечевидную и достойный комплект вспомогательных насадок. Цены начинаются от примерно от 4500 р за модель для сварки труб диаметром 20-40мм и до 11-12 тысяч за модель, рассчитанную на диаметры 40-160мм.
Используют пластиковые трубы. Это обусловлено не только их долговечностью, но и хорошими эксплуатационными свойствами. Благодаря высоким теплофизическим параметрам, полипропиленовые трубы отлично подходят для снабжения горячей водой. Для соединения их между собой используется склейка, обжим муфтами и сварка. Последний вид считается наиболее предпочтительным. Но в этом случае понадобится аппарат для сварки пластиковых труб. О том, как его выбрать, мы и поговорим в данной статье.
Немного про особенности сварки
Полипропиленовая труба может быть смонтирована в систему при помощи нескольких стыкового, муфтового и раструбного. Если у вас нет желания приобретать муфты и фитинги, то нужно выбирать стыковой способ соединения, так как он считается наиболее экономичным. Безусловно, вам понадобится аппарат для сварки пластиковых труб. Принцип действия агрегата схож с паяльником, поэтому его иногда именно так и называют. Устройство необходимо для разогрева соединяемых концов труб. Стыковка реализуется несколькими способами. Самый популярный - контактно-стыковой. Суть его заключается в соединении расплавленных концов под давлением. Прочность шва в большинстве случаев не уступает прочности трубы. Главное условие - обеспечение высокой температуры, поэтому выбранный паяльник должен нагреваться до 250-260 градусов по Цельсию.
Аппарат для сварки пластиковых труб: ручной или механический?
Все мы знаем, что сварочное оборудование обеспечивает за счет нагрева обрабатываемых поверхностей и дальнейшего их соединения. Стоит обратить ваше внимание на то, что сварочное оборудование для металлических изделий и пластиковых имеют ряд особенностей и конструктивных отличий. Агрегаты для работы с полипропиленом можно поделить на две большие группы:
- механическое оборудование - используется для создания неразъемных соединений труб большого диаметра, а также там, где необходимо прикладывать большие усилия;
- ручной сварочный аппарат - идеальное решение для использования в бытовых условиях (с помощью такого агрегата можно соединять трубы, диаметр которых не превышает 12,5 см).

Подробно о механическом оборудовании
Если вы собираетесь зарабатывать деньги на сварке, то вам однозначно стоит отдать предпочтение профессиональной модели. Большая часть механического оборудования для соединения полипропиленовых труб предназначена для интенсивной эксплуатации, в отличие от ручных агрегатов. Прибор представляет собой опорную раму, на которой размещен приборный блок и гидроагрегат. По обе стороны устройства есть полукольца с захватами. Между захватами устанавливают вкладыши, которые необходимы для равномерного распределения давления во время соединения и центровки. Внутренний диаметр каждого вкладыша соответствует диаметру обрабатываемой трубы. Рабочий орган (нагревательный элемент) представляет собой литой диск со специальным покрытием. Внутри его располагаются ТЭНы. Стоит заметить, что сварка пластиковых труб проходит с регулировкой температурного режима. Любой профессиональный сварщик имеет такой агрегат, но это вовсе не говорит о том, что у него нет ручного аппарата. Обусловлено это тем, что данное устройство лучше подходит для труб большого диаметра.
Утюг, или ручная машина для сварки пластиковых труб
Большинство из нас выбирает для выполнения разовых работ. Конечно, в будущем данный инструмент пригодится, но вряд ли он будет интенсивно использоваться. Прибор называют утюгом не просто так, ведь он по принципу действия напоминает именно этот бытовой прибор. Основные отличия заключаются только в дизайне. Конструкция подразумевает наличие нагревательной плиты и терморегулятора. Для комфорта выполняемых работ есть специальная ручка. На конце нагревательной плиты есть два отверстия, в которые вставляют два конца труб. Тефлоновое покрытие не дает расплавленной трубе прилипать к плите.
Обратите внимание на комплектацию изделия
При покупке изделия крайне важно обратить внимание на то, в какой комплектации оно предоставляется. Все зависит от компании производителя, тем не менее, можно выделить основные элементы, которые обязательно должны присутствовать.
Если вы собрались работать с трубами одного, максимум двух диаметров, то в комплект, помимо агрегата, может входить только ключ для насадок. Опять же, это весьма скромная комплектация, которая подойдет далеко не всегда. Если вы являетесь любителем, то лучше отдавайте предпочтение комплекту, где будут насадки для работы с полипропиленовыми трубами следующих диметров: 20, 25, 32 и 40 мм, которые являются наиболее распространенными.
 Есть еще и полный комплект. Такой вариант наиболее дорогостоящий, поэтому большой популярностью пользуется только у профессионалов. Если вы являетесь любителем, то такая комплектация вряд ли вам пригодится. Ну а сейчас перейдем непосредственно к критериям, по которым нужно покупать инструмент.
Есть еще и полный комплект. Такой вариант наиболее дорогостоящий, поэтому большой популярностью пользуется только у профессионалов. Если вы являетесь любителем, то такая комплектация вряд ли вам пригодится. Ну а сейчас перейдем непосредственно к критериям, по которым нужно покупать инструмент.
Мощность оборудования
Безусловно, аппарат для сварки пластиковых труб должен быть достаточно мощным. Данный параметр определяет не только максимально возможный обрабатываемый диаметр, но и скорость проведения работ. Исходя из этого, можно сделать вывод о том, что чем больше предполагаемый объем работ, тем выше мощность потребуется.
Во многих случаях вполне достаточно будет инструмента средней мощности 1,5-2,0 кВт. Но в большинстве случаев целесообразно использовать несколько иной подход. Заключается он в том, что диаметр обрабатываемой трубы умножается на 10. В результате можно получить минимальную необходимую мощность оборудования. В этом случае сварка пластиковых труб будет проходить, без каких-либо проблем. Получается, что если вы хотите паять трубы диаметром 50 мм, то 50 х 10 = 500 Вт. Но настоятельно не рекомендуется покупать маломощный инструмент, лучше брать с запасом в 20-40%.
Выбор производителя
При выборе имеет смысл обратить внимание на компанию, выпускающую сварочное оборудование. Стоит заметить, что сварка пластика - весьма ответственное занятие, и от качества инструмента будет зависеть состояние соединения и его долговечность.
На сегодняшний день лучшие паяльники делает в Чехии компания «Дайтрон». Оборудование от данного производителя заслужило признание во всем мире. Отличительные черты: высокое качество и широкий функционал. Стоит заметить, что паяльник для сварки пластиковых труб из Чехии стоит немало, поэтому хорошей альтернативой станет турецкая продукция. К примеру, сварочный агрегат «Кандан» предназначен для работы с трубами диаметром 16-160мм. При этом качество весьма хорошее, а цена - приемлема.
Заключение
Вот, в принципе, и все, что можно рассказать о выборе оборудования. Помните о том, что сварка пластика может привести к ожогу. По этой простой причине при покупке оборудования к нему прилагается инструкция. Если таковой в комплекте не оказалось, то проконсультируйтесь у профессионалов или бывалых сварщиков. Они подскажут, как должна проводиться сварка пластиковых труб. Инструкция, тем не менее, все же желательна и в любом случае должна читаться, а все приведенные там требования - выполняться. Не забывайте об этом. И все будет хорошо.





