Termat dhe përkufizimet e koncepteve themelore në fushën e saldimit janë vendosur nga GOST 2601-84 (i ndryshuar në vitin 1992). Kushtet e vendosura nga standardi janë të detyrueshme për aplikim në dokumentacionin e të gjitha llojeve, librave shkencore dhe teknike, arsimore dhe referencave.
Bashkangjitur ngjitur - Lidhje një copë e bërë nga saldimi. nyje ngjitur përfshin tre rezulton nga saldimi karakteristikën zone metalike në artikull (Figura 1.1.): zone saldimi 1, zona e fuzionit 2, një zonë e ngrohjes-prekur 3, si dhe një pjesë e metalit 4 baze ngjitur me të nxehtësisë zone prekur.
Fig. 1.1. Bashkangjitur ngjitur
Weld bead - pjesa e lidhjes së bashkuar të formuar si rezultat i kristalizimit të metaleve të shkrirë.
Weld metal - një aliazh i formuar nga bazat e shkrirë dhe metali i salduar ose vetëm metali bazë i rikuperuar.
Metal bazë - metal i nënshtruar saldimit të pjesëve të bashkuara.
Zona e fuzionit - Zona ku kokrrat pjesërisht të shkrirë të metalit ndodhen në kufi të metaleve bazë dhe metalit të bashkuar. Kjo zonë e ngrohjes është nën pikën e shkrirjes. Kokrrat e pa-shkrirë në këtë zonë ndahen nga ndërlidhësit e lëngshëm të lidhur me metalin e lëngshëm të pishinës së saldimit dhe kanë mundësinë të depërtojnë në këto elementë ndërlidhës të futur në banjë me materiale shtesë metali ose saldimi. Prandaj, përbërja kimike e kësaj zone është e ndryshme nga përbërja kimike e metaleve bazë.
Zona e nxehtësisë së prekur - metalet bazë, të pa nënshtruar shkrirjes, struktura dhe vetitë e të cilave janë ndryshuar si rezultat i ngrohjes gjatë saldimit, saldimit ose prerjes.
Lloji i lidhjes së ngjitur përcakton pozicionin relativ të elementeve të ngjitshëm. Ka: prapanicë, kënd, T-bar, prehër dhe fundnyjeve të salduara.
Butt përbashkët - lidhja e ngjitur e dy elementeve ngjitur me njëri-tjetrin nga sipërfaqet fundore dhe të vendosura në të njëjtin avion ose në të njëjtën sipërfaqe (Figura 1.2). Sipërfaqet e elementeve mund të zhvendosen disi kur bashkohen me fletë me trashësi të ndryshme (shih Fig. 1.2, b).
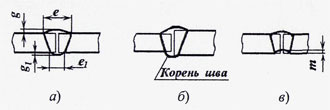
Fig. 1.2. Nyjet e shputës
Këndi i përbashkët - bashkues i salduar i dy elementeve të vendosur në një kënd dhe ngjitur në kryqëzimin e skajeve të tyre (Figura 1.3).

Fig. 1.3. Nyje këndore
Lidhje Tavrovoy - një nyje e ngjitur në të cilën fytyra e fundit e një elementi kalon në një kënd dhe është ngjitur në sipërfaqen anësore të një elementi tjetër (Figura 1.4).

Fig. 1.4. Lidhjet e markave
Lidhje lap - nyje e salduar në të cilën elementet e ngjitur janë të rregulluar në mënyrë paralele dhe pjesërisht mbivendosen njëra me tjetrën (Fig. 1.5, a, b). Mungesa e rrezikut të djegies gjatë saldimit lehtëson përdorimin e kushteve të saldimit me performance të lartë. Përdorimi i nyjeve të mbivendosura lehtëson montimin dhe saldimin e nyjeve të kryera gjatë instalimit të strukturave (nyjeve të montimit).
Lidhja përfundimtare - një nyje e ngjitur në të cilën sipërfaqet anësore të elementeve të ngjitur janë ngjitur me njëri-tjetrin (Fig. 1.5, e).
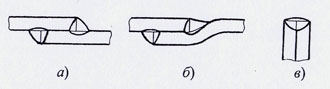
Fig. 1.5. Mbivendosja (a, b) dhe lidhjet e fytyrës (c)
Saldimet ndahen sipas kritereve të ndryshme: sipas llojit të saldimit, sipas gjatësisë, sipas mënyrës së ekzekutimit, nga pozicioni hapësinor dhe nga forma e skajeve.
Sipas llojit të saldimeve ndahen në prapanicë, në qoshe dhe në gjerësi.
Butt përbashkët - qepje me shtrëngim. Këndi i qoshes - bashkim i qosheve, mbivendosur ose T-joint. Prerja e prerjes (Figura 1.6) është marrë si rezultat i depërtimit të plotë të fletëve të sipërme, dhe nganjëherë pasuese, dhe depërtimit të pjesshëm të fletës së poshtme (pjesë). Një rast i veçantë i një saldimi me slotted është një saldim pikë ose tape (riveting elektrike - për saldim me hark) (Fig 1.6, d). Kur ngjiteni një fletë të trashë (Figura 1.6, d), shtresat e prera mund të bëhen përmes vrimave të parapërgatitura në fletën e sipërme (me një shtresë pikë) ose me një fole (me një shtresë të vazhdueshme).
Karakteristikat e mëposhtme të bashkimit dallohen: gjerësia, konveksiteti, konkaviteti dhe rrënja e shtresës.
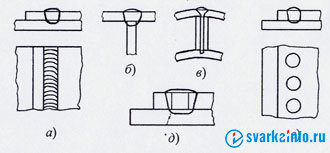
Fig. 1.6. Shtresat e shtypura
Gjerësia e shtresës e është distanca midis linjave të bashkimit të dukshëm të bashkimit (shih Fig. 1.2, a). Konveksizmi i shtresës g përcaktohet nga distanca ndërmjet avionit që kalon nëpër linjat e dukshme të kufirit të bashkimit me metalin bazë dhe sipërfaqen e saldimit, të matur në vendin e konveksitetit më të madh (shih Fig. 1.2, a, 1.4, a). T shtresë lugëti përcaktuar nga distanca midis avionit kalon përmes dukshme kufirit linjë shtresë me bazë metali dhe sipërfaqe saldimi, e matur në vendin e concavities mëdha (shih Figurën 1.2, c; .. 1.3 në). Konkaviteti i rrënjës së saldimit të pragut është një defekt në anën e pasme të bashkimit të njëanshëm. Root root - pjesa e saldimit më të largët nga sipërfaqja e saj e përparme (shih Fig. 1.2, b, 1.4, a). Në thelb, kjo është ana e kundërt e damarit, në të cilën dallohen gjerësia e 1 dhe lartësia g 1 e rul kthimit (shih Fig. 1.2, a).
Qafa qoshe ka karakteristikat e mëposhtme dimensionale: këmbën, trashësinë, lartësinë e projektimit. Këmbë të përbashkët këndore k përcaktohet nga distanca më e shkurtër nga sipërfaqja e njërit prej pjesëve që do të ngjitet në kufirin e shtresës së këndit në sipërfaqen e pjesës së dytë që do të ngjitet (shih fig. 1.3, c, 1.4, a). Këmbë është vendosur si një parametër i mënyrës që duhet mbajtur gjatë saldimit. Trashësia e shtresës së këndit a - distanca më e madhe nga sipërfaqja e bashkimit të filetit deri në pikën e depërtimit maksimal të metalit bazë (shih fig. 1.4, a). Për të vlerësuar fuqinë e një bashkimi të ngjitur, përdoret lartësia e llogaritur e saldimit të filetit - p (shih Fig. 1.4, a). Për saldimet e filetave, forma e konkave e sipërfaqes së saldimit me një kalim të butë në metalin bazë është më i favorshëm (shih Figura 1.3, c).
Gjatësia e saldimeve ndahen në mënyrë të vazhdueshme dhe me ndërprerje. Saldimet, si rregull, kryejnë vazhdimësi. Sharrët e këndit mund të jenë të vazhdueshme (Figura 1.7, a) dhe me ndërprerje (Fig. 1.7, b), me një shah (Fig. 1.7, c) dhe zinxhir (Fig. 1.7, d). Sharrat e qosheve mund të bëhen gjithashtu me shtresa me pika (Fig. 1.7, b, d).

Fig. 1.7. Këndet e lidhjeve të T-së
Sipas metodës së ekzekutimit, saldimi dallohet: njëanësh dhe dyanësh, me një shtresë dhe me shumë shtresa. Saldimi i njëanshëm i një bashkimi të ngjitur me prapanicë kryhet me penetrim të skajshëm në rresht ose pa rreshtim (sipas peshës). Saldimi në të dy anët kryhet me heqjen e rrënjës së shtresës (përpunimit) para saldimit të anës së pasme të bashkimit të salduar ose pa zhveshjen e rrënjës së shtresës. Me saldim të dyanshëm, shpesh është e nevojshme të prishësh produktin ose të bashkosh në një pozicion të vështirë të tavanit.
Shtresë shumëkatëshe përdoret në saldimin e metaleve me trashësi të madhe, si dhe për të zvogëluar zonën e prekur nga nxehtësia. poshtë një shtresë saldimi (I-IV në Fig. 1.8) kuptojnë pjesën e metalit të bashkuar, i cili përbëhet nga një ose më shumë rrotullues (1-5 në Fig. 1.8), të vendosura në të njëjtin nivel të seksionit kryq të bashkimit. thep - metali i bashkuar ngjitur në një kalim. poshtë pasazh gjatë saldimit, është menduar një lëvizje e vetme në një drejtim të burimit të nxehtësisë gjatë saldimit ose mbivendosjes.

Fig. 1.8. Shtresë shumëkatëshe
Sipas pozicionit hapësinor, duke marrë parasysh kërkesat e standardeve ndërkombëtare, dallohen saldimet e mëposhtme: horizontale (në një lartësi vertikale), vertikale, tavan dhe saldime, ngjitur në pozicionin më të ulët (Fig. 1.9, 1.10). Shifrat jepen në ruse dhe në kllapa ndërkombëtare. Skemat e saldimit, nyjeve të tubave me bosht horizontale, vertikale ose të prirur janë të paraqitura në fig. 1.10.
![]()
Fig. 1.9. Pozicioni i saldimit kur bashkoj saldim (a) dhe tee (b) nyjet e fletëve:
HI - më i ulët; H2 - nyje T më të ulët; B1 - vertikale (saldimi lart poshtë); B2 - vertikale (saldim nga lart poshtë); G - horizontale; P1 - tavan; Joints me tavan P2

Fig. 1.10. Pozicioni i saldimit kur lidhja e saldimit (a) dhe këndore (b):
HI - më poshtë me një rregullim horizontal të boshtit të tubit (tub), ngjitur (ngjitur) me rrotullim; H2 - më poshtë me një bosht vertikal të tubit, ngjitur pa u kthyer ose me një kthesë; B1 - ndryshueshme me një rregullim horizontal të boshtit të tubit (tub), ngjitur (ngjitur) pa u kthyer "në rritje"; B2 - ndryshueshme me një rregullim horizontale të boshtit të tubit (tub), ngjitur (ngjitur) pa u kthyer "në zbritjen"; G - horizontale me një rregullim vertikal të akseve të tubave, të ngjitur pa u kthyer ose me kthesë; H45 - ndryshueshme me një rregullim të pjerrët të boshtit të tubit (tub), ngjitur (ngjitur) pa u kthyer; Tavan P2 me vendosjen vertikale të boshtit të tubit, ngjitur pa u kthyer ose me kthesë
Faqe 1
| Simbol i elementeve të tubacioneve të ngjitur me një metodë të mekanizuar Manipulator harton N. M. Kudryavtseva. |
Rrota rrënjë është ngjitur nga një kokë saldimi TSG-6 projektuar nga MVTU.
Rraca rrënjë është ngjitur me anë të saldimit me hark argjendi me një elektrodë tungsteni. Saldimi çon në hark jashtëzakonisht të shkurtër pa luhatje tërthore të elektrodës. Lidhjet e kthyera bashkohen lart. Djegësi në raport me zenitin ndryshon me 45 në drejtim të rrotullimit të tubit. Nyje fikse bashkohen në 3 - 4 kalime. Fillimi dhe fundi i secilit rresht është bllokuar, nga 5-7 mm, me kujdes duke pirë një krater. Welding është kryer në argon vazhdueshëm të ushqyerit në tub në regjimin e mëposhtëm: diametri i tungsten elektrodë 2 - 3. mm, një i tanishëm i 90 - 130 dhe norma rrjedhin argon në furrë 600-650 l / h, sipas një rrjedhë argon për ventilator 250 - 300 l / h, DC me polaritet të kundërt.
Saldimi i prerjes rrënjës me prerjen e dy skajeve kryhet me tela elektrodë 1-1-2 mm në diametër në mënyrë mesatare me një rrymë prej 130-150 A dhe një shpejtësi prej 2-8-3 9 mm / s. Elektroda raporton lëvizjet osciluese (0 67 - 1 5 luhatje në 1 s) me një amplitudë prej 6 - 8 mm.
kalojë Root bashkoj kryhet diametër tela electrode 0 9 mm rënie nga luhatjet anësore e amplitudë të vogël dhe frekuencë të lartë që megjithatë të zvogëlojë shpejtësinë saldim, e cila është një parametër i rëndësishëm procesit në përcaktimin e normës lëvizje e saldimit dhe rrjedhjen e montimit.
Saldimi me saldim me rrënjë kryhet me saldim me hark me elektroda të veshura ose me saldim automatik me tela me rrjedhje të rrymës. Gjatë saldimit manual të shtresës së rrënjëve, sipërfaqja e shtresës duhet të jetë e butë, e hollë e hollë dhe e zbutur lehtë me skajet. Duhet pastruar me kujdes me rrota gërryese duke përdorur makina të rënda rrotulluese. Kur kryeni një kalim të nxehtë, është shumë e rëndësishme që të sigurohet një çiftëzim i qetë i shtresës së depozituar me skajet e tubit dhe një trashësi uniforme të shtresës në të gjitha pjesët e nyjeve. Trashësia totale e rrënjëve dhe e shtresave të nxehta duhet të jetë së paku 5 mm. Me një trashësi më të vogël të saldimit manual, formimi i djegies është i mundur. Pas saldimit, shllaku është hequr dhe një shtresë është inspektuar me sy. Vendet e naplavov, pranimet, jo bashkim janë zbutur nga makina bluarje, nëse është e nevojshme, elektroda podvarivat me llojin kryesor të veshjes. Modeli kontrollon uniformitetin e mbushjes së prerjes. Seksionet e nyjeve te bashkuara me shtresat konveksore ose te mbushura pa nevojë me nje makine bluarje.
Saldimi i saldimit me rrënjë kryhet nga disa makina automatike të montuara në një centralizues që lëviz brenda një tubi në një njësi vetëlëvizëse. Shtresat e mbushjes janë ngjitur automatikisht, duke lëvizur rreth perimetrit të nyjeve dhe konfiguruar (secila) deri në gjerësinë e shtresës mbivendosëse të shtresës.
Forma e vargut të rrënjës në një masë të madhe varet nga forma e skajeve të brazdës në bazën e shtresës. Meqë hulumtimet dhe eksperienca në prodhimin e nyjeve të salduara kanë treguar, në mënyrë që të arrihet një sipërfaqe pak e konveksuar e shtresës, duhet të ketë një zonë të sheshtë brenda bririt të rrënjës. Mungesa e saj dhe formimi i seksionit rrënjësor të sipërfaqes së trajtuar përgjatë rreze, siç zakonisht sigurohet në zakonin e formës U, rezulton në një shtresë konkave.
Pas saldimit, mjeti rrënja damar bluaj gërryes dhe pastaj të kryejë nxehtë skorje pass shkrirjes nga xhepat e hapura, duke hequr të ambienteve të dëmtuar pasim rrënjë, një shpërndarje uniforme të hidrogjenit të gjithë Pjekja zakalbchnoy strukturën bashkoj rrënjë seksion bashkoj, dhe për të marrë një substrate të qetë për aplikimin e shtresave të mëvonshme elektrodat e shtresave me veshje kryesore. Kalimi i nxehtë kryhet vetëm përgjatë qepjes jo të ftohur rrënjë me një pushim jo më shumë se 5 minuta me elektroda të veshura me celulozë ose me elektroda të posaçme të hidrogjenimit të ulët, të cilat sigurojnë mundësinë e saldimit në drejtimin e drejtpërdrejtë. Jashtë vendit, prodhojnë elektroda speciale pa hidrogjen për shtresën e rrënjëve.
Pas saldimit të shtresës rrënjësore, shtresat pasuese kryhen në instalimet PAH duke përdorur saldim automatik nën një shtresë të fluksit.
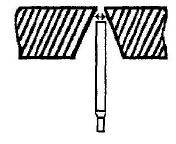
Saldim tavan Saldimi ndodh në disa faza, e para prej tyre është saldimi i saldimit të rrënjës.Root root
Përdorni një elektrodë me një diametër prej 3 mm dhe një rrymë të gamës minimale ose mesatare.
Varësisht nga kushtet, saldimi mund të kryhet në disa mënyra.:
- Nëse marrja e mostrave dhe saldimi është e mundur në anën e pasme, atëherë gjatë saldimit duhet t'i kushtohet vëmendje formimit të një rul nga ana e poshtme. Nuk duhet të ketë mbingarkesa dhe ulje.
 ).
).
Tavane plastike: tiparet e instalimit "href =" http://potolokspec.ru/widy/iz-panelej/plastikovye-potolki-787 "\u003e
).).
 Pllakën e tavanit Baikal).
Pllakën e tavanit Baikal).
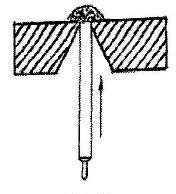
Fokusi i këtij saldimi duhet të jetë në rul të pasmë. Nëse është e mundur, përballoj shpejtësinë e saldimit në varësi të rul më të ulët, kështu që nuk ka fryrje të forta. Nëse, megjithatë, rul i brendshëm doli të jetë shumë i fryrë, atëherë një mostër në metal të pastër është e nevojshme.
Tavan pllakë Baikal: avantazhet dhe krahasimet nga profesionistët »href =» http://potolokspec.ru/widy/iz-plitki/potolochnaya-plita-bajkal-224 "\u003e tavan pllakë Baikal
).Fokusi i këtij saldimi duhet të jetë në rul të pasmë. Nëse është e mundur, përballoj shpejtësinë e saldimit në varësi të rul më të ulët, kështu që nuk ka fryrje të forta. Nëse, megjithatë, rul i brendshëm doli të jetë shumë i fryrë, atëherë një mostër në metal të pastër është e nevojshme.
Plotësimi i prerjes Saldimi i rrotulluesve 2 dhe 3 ndodh me një elektrodë 3 mm. në rrymën maksimale të mesme ose 4 mm. mesatarisht. Zgjedhja varet nga gjerësia e rulit të parë. Në mënyrë që të mos formoheni një fryrje, duhet të qëndroni në skajet, pastaj lëvizni lehtë harkun përgjatë buzës dhe lëvizni shkallën në një anë tjetër. Nëse është e nevojshme për të ndryshuar formën e rul gjatë saldimit, ndryshoni shpejtësinë, anim elektrodën në një kënd tjetër, rrisni katranin. Këshillë! Mos bëni rollers me gjerësi të madhe, ata do të japin streaks dhe pikoj. 4 dhe 5 shtresa varen nga gjerësia e rrotulluesve të mëparshëm - në të gjithë gjerësinë, ose në 2 rrotulla. Shtresat e mëposhtme janë bërë në formën e sipërfaqes pa lëvizje osciluese.. Kur afrohet buzë, është e nevojshme për të lënë një distancë me një diametër të një elektrodë të veshur, në mes të rul parafundit dhe buzë. Nëse ka pyetje, ose ka diçka për të plotësuar artikullin, jeni të mirëpritur në kolonën e komenteve. Klikoni në ikonën nëse mendoni se ky informacion do të jetë i dobishëm për miqtë tuaj. attachment_13097 "align =" aligncenter "width =" 450 "] përfundimi i prerjes
attachment_13097 "align =" aligncenter "width =" 450 "] përfundimi i prerjes
Të gjitha sukseset në instalim, me respekt